english
english Русский
Русский Español
Español Русский
Русский
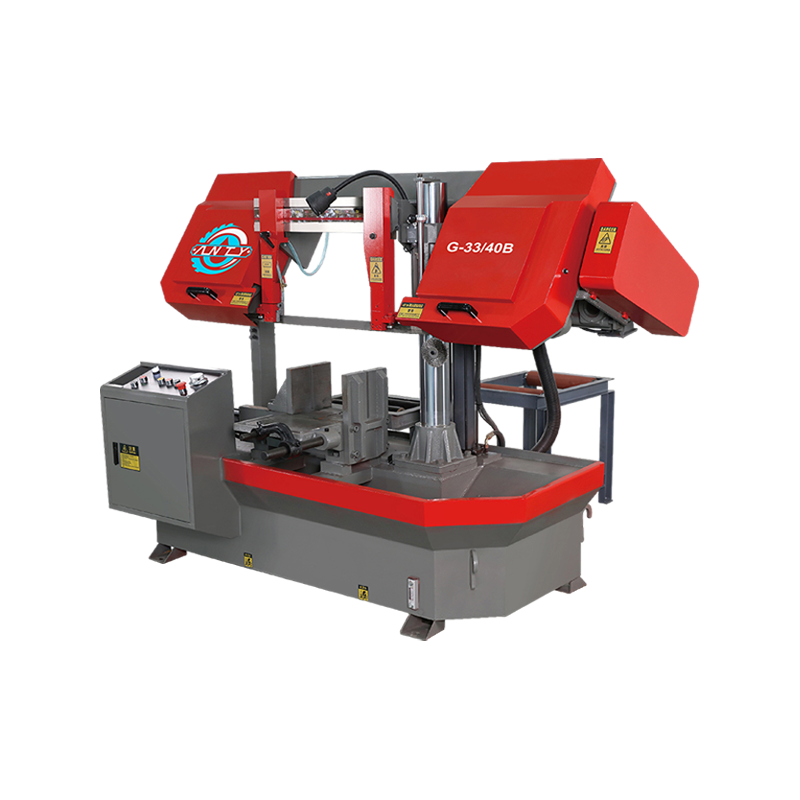
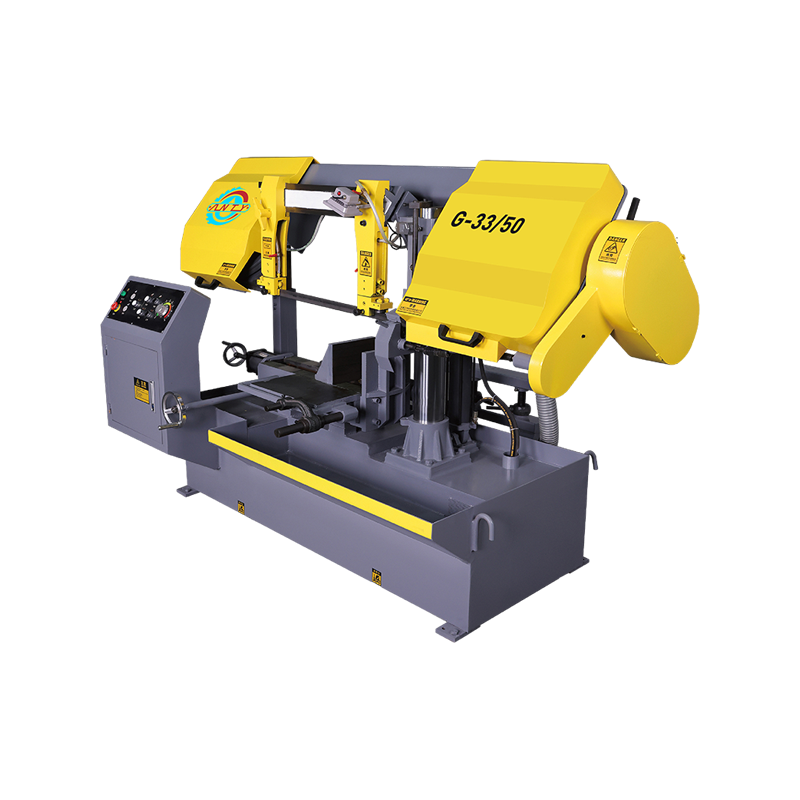




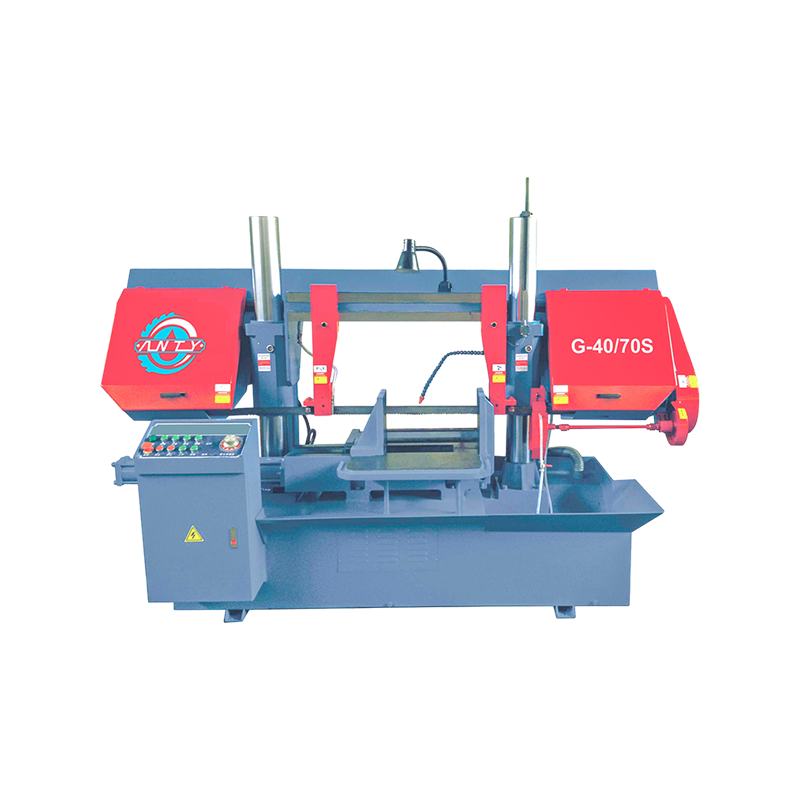
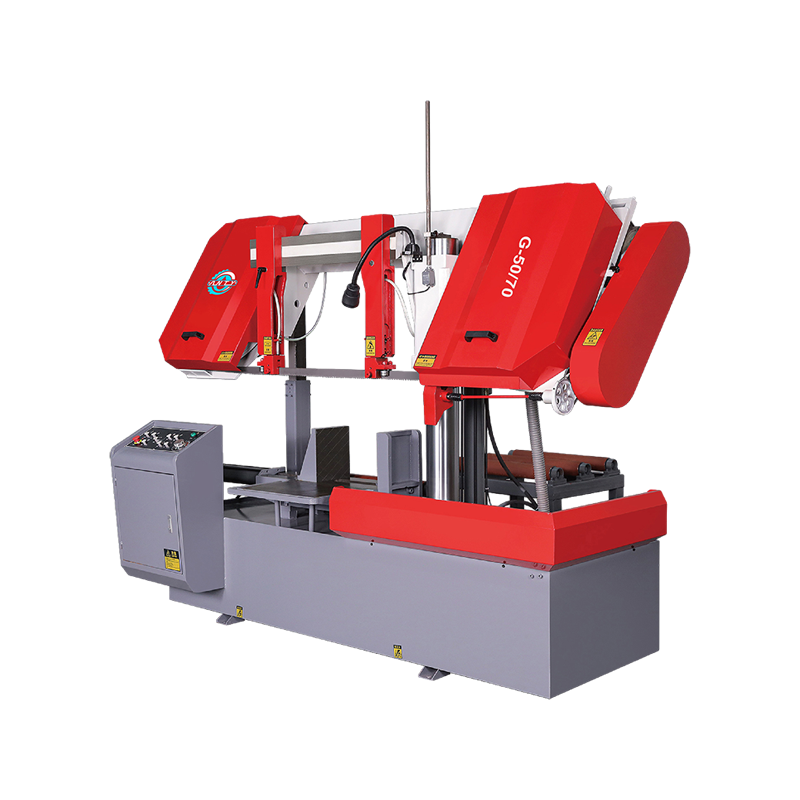





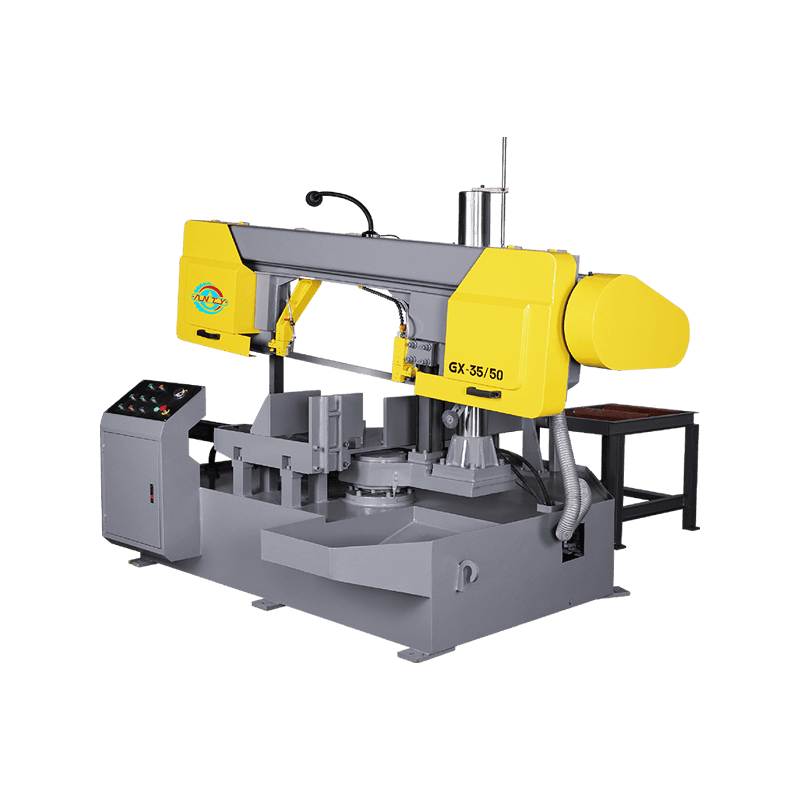
How Is Precision Cutting Technology Transforming Modern Metal Fabrication Efficiency?
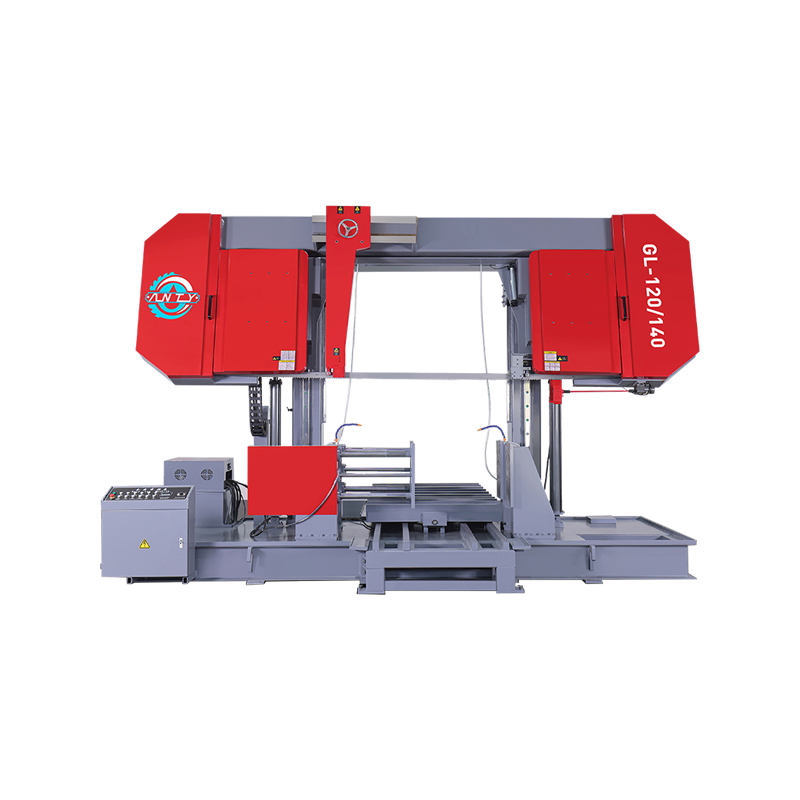
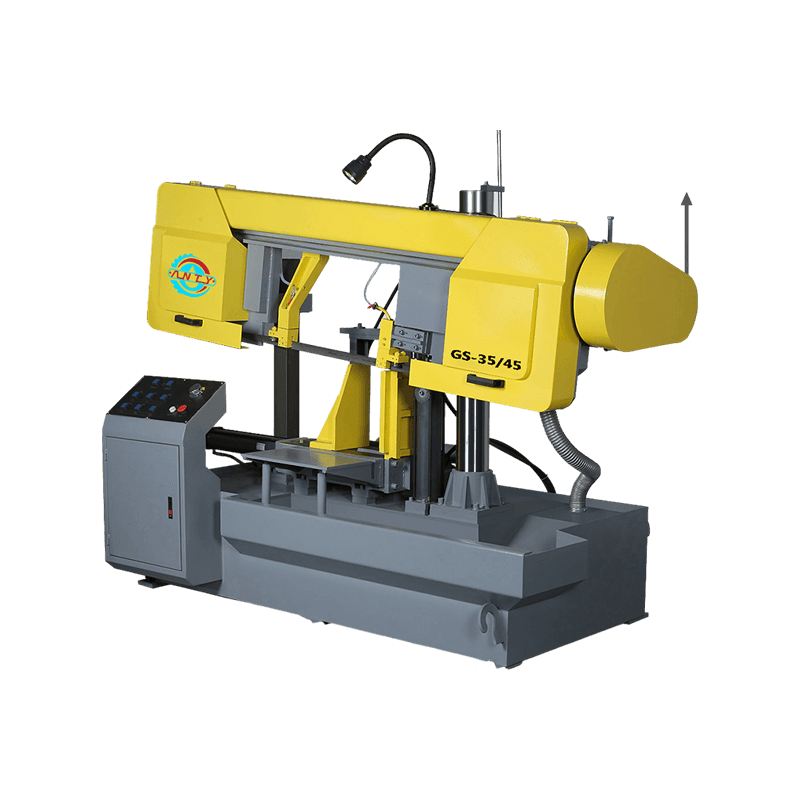
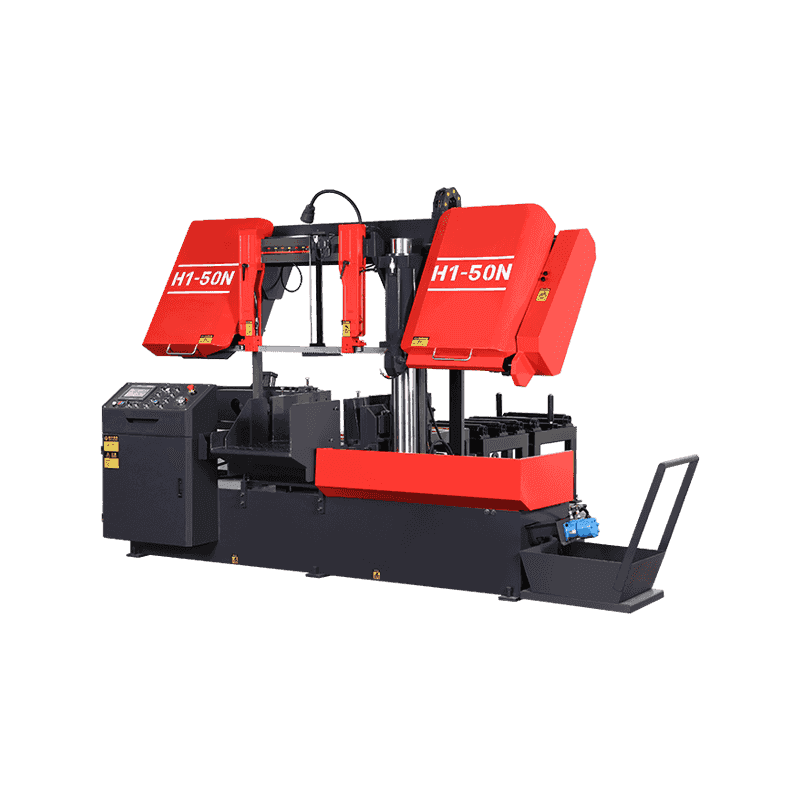
The global metal fabrication industry is undergoing a steady transition toward higher precision, automation compatibility, and improved production efficiency. Manufacturers in steel processing, machinery production, and structural engineering are increasingly focusing on equipment that can reduce waste while maintaining stable accuracy in continuous operations. Within this shift, the Rotary Angle horizontal metal band sawing machine has become a practical solution for buyers seeking reliable cutting performance, flexible angle adjustment, and long-term operational stability in industrial production environments. Rising Demand from Industrial Automation and Smart Workshops As smart manufacturing continues to develop worldwide, production facilities are upgrading their cutting systems to align with automated workflows and digitalized production planning. Metal cutting equipment is expected to perform consistently with minimal manual intervention. Key procurement expectations include: Stable performance in continuous production cycles Integration with automated material feeding systems Reduced operator dependency for routine adjustments Improved efficiency in batch cutting operations These requirements are especially relevant in heavy industry and steel fabrication sectors. Performance Challenges in Traditional Cutting Systems Despite improvements in industrial machinery, many factories still operate older sawing systems that struggle to meet current production standards. These limitations often become more obvious under high-load conditions. Common issues include: Cutting deviation affecting assembly accuracy Excessive blade wear increasing operational costs Material waste caused by inconsistent cutting paths Vibration during operation reducing finish quality Limited adaptability for multi-angle cutting tasks These problems are driving manufacturers to upgrade equipment more frequently. Why Machine Stability Directly Impacts Cutting Quality In metal processing, structural stability is a key factor that determines cutting precision and tool lifespan. Buyers increasingly evaluate machine rigidity and mechanical design as core selection criteria. Key stability requirements include: Reinforced frame structure to reduce vibration Secure clamping system for accurate material positioning Consistent pressure control during cutting cycles Long-term durability under heavy-duty workloads These factors help ensure consistent output quality in industrial environments. Importance of Rotary Angle Function in Complex Fabrication Modern fabrication projects often require precise angled cuts for welding preparation and structural assembly. Rotary angle functionality provides flexibility for different production requirements. Key functional benefits include: Adjustable cutting angles for complex metal structures Improved accuracy in welded component preparation Reduced secondary processing requirements Greater adaptability in mixed production environments This feature is increasingly valued in construction and machinery manufacturing industries. Manufacturing Control and Industrial Equipment Reliability For global procurement teams, machine selection is closely tied to manufacturing consistency and long-term operational reliability. Equipment must deliver stable performance across extended production cycles. Key evaluation factors include: Precision machining of structural and mechanical parts Stable feeding and cutting movement systems Strict quality inspection before shipment OEM customization for production line integration Manufacturers with strong process control capabilities are preferred in long-term industrial supply partnerships. Expanding Use Cases Across Metal Processing Industries Band sawing equipment is widely used across multiple industrial sectors due to its efficiency in handling different metal materials and production requirements. Common application areas include: Steel structure fabrication workshops Automotive and transportation component production Machinery and heavy equipment manufacturing Shipbuilding and industrial engineering plants This broad application scope continues to support stable global demand. Future Outlook in Intelligent Metal Cutting Solutions As manufacturing industries continue to evolve toward automation and precision engineering, demand for efficient and stable cutting systems will continue to grow. Buyers are increasingly prioritizing operational consistency, system integration, and long-term cost efficiency. In this evolving industrial landscape, Rotary Angle horizontal metal band sawing machine solutions will remain an essential part of modern fabrication systems, supporting higher productivity, improved material utilization, and enhanced precision across global metal processing industries.
 READ MORE
READ MORE